一、设备概述
RS-ET-2020A智能数字式涡流探伤仪,适用于铝管、铝棒、铜线、铝线、不锈钢丝和钢线等在线、离线探伤,可用于其他机械零部件的自动探伤。仪器采用最新的数字电子技术、涡流技术以及微机技术,不仅调试、操作简便,且具有可靠、稳定和灵敏的探伤性能。
RS-ET-2020A智能数字式涡流探伤仪检测速度快,且易于实现自动化。由于涡流检测的基本原理是电磁感应,涡流检测只适用于能产生涡流的导电材料。涡流检测线圈激励后所形成的电磁场实质是一种电磁波,具有波动性和粒子性,所以检测时传感器不需要接触工件,也不必在线圈与试件之间填充耦合剂,因此检测速度快。对管、棒材的探伤每分钟可检查几十米;对丝、线材的探伤每分钟可达几百米,甚至上千米,因此,易于实现自动化检测。
RS-ET-2020A智能数字式涡流探伤仪针对表面、亚表面缺陷检出灵敏度高。由于感生涡流渗入被检试件的深度与试验频率的平方根成反比,这个深度不大,因此,涡流检测通常被认为是一种检测表面或近表面质量的无损检测技术。常用试验频率的范围为几赫兹至几兆赫(特殊的可高达上百兆)。
能在高温状态下进行检测。由于高温下的导电试件仍然具有导电性质,涡流检测不受材料温度的影响,因此,可在该状态下对导电体进行检测,如热丝、热线、热管、热板。尤其重要的是当加热到居里点以上,钢材消除了磁导率的影响,可以像非磁性金属那样,用涡流法进行探伤、材质试验以及进行板厚、管壁厚或复盖膜层厚度的测量。
多用途的检测技术。对试件中涡流产生的影响因素主要有:金属物体的电导率和磁导率、试件的尺寸和形状、线圈和试件间隙的大小、试件内部的缺陷等。因此,涡流可以应用于多个不同的领域,除探伤外,还能测量工件的电导率、磁导率、晶粒尺寸、热处理状态和工件几何尺寸,涂层(或镀层)厚度。它适用于铁磁性、非铁磁性金属或金属工件的各种物理的、组织的冶金状态检测。
RS-ET-2020A智能数字式涡流探伤仪能抑制多种干扰因素。涡流检测能对试件性能的多种参数作出反应,因此,是一种多用途的检测方法。同时,由于检测中对多种参数的敏感反应,工件的无关参数将形成多种干扰信号,严重的干扰信号可影响对有效信号的辨认,给检测结果的判断带来困扰。这就要求在检测时,应采用各种有效措施来消除干扰因素的影响,确保检测的可靠进行。
检验结果可以实时显示和通过磁带机、光盘和软硬磁盘记录长期保存,且可在必要时间放重现,并进行分析。
仪器结构原理
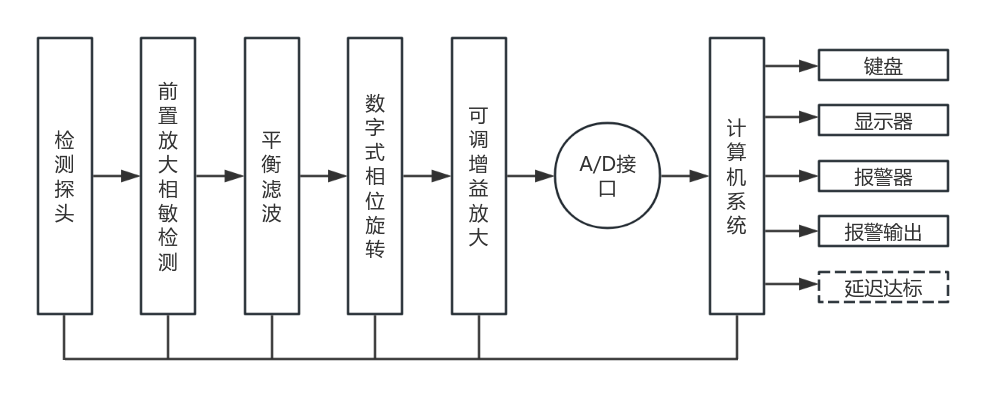
涡流探伤仪器结构原理框图
RS-ET-2020A智能数字式涡流探伤仪具有高稳定度的可变频率波形发生器产生所需要的激励波形,经过可调增益功率放大器后到检测探头,由探头拾取的涡流信号经数字调零、相敏检波、相位旋转和数控运算放大器、然后进入数据采集单元,经 A/D 接口送入计算机系统。计算机系统完成仪器的管理、控制、计算和图形显示。其中,软件是整机的关键部分,仪器的主要测试软件包括:阻抗平面显示、时基扫描显示、检测、报警等模块,这些程序可用菜单方便地调用。此外,仪器尚有可选配的高精度记忆延时打标控制单元。
仪器的组成包括硬件和软件。硬件主要由主机、显示器、键盘、鼠标等组成,用户可根据需要选配涡流探头、声光报警器、打标机、探头安装架、测速装置、磁饱和器等外部设备。涡流检测软件在出厂时已安装在主机内,用户可根据需要选择中文或英文 WINDOW 版系统软件和检测软件。
二、设备参数
功能技术特性 |
◆ 频率范围:20 Hz~10MHz | ◆ 适配各种探头:如外通过式、旋转式等 |
◆ 增益:0.5~99.0 dB 连续可调, 步进: 0.1 dB | ◆ 适用于金属管、棒材、金属零部件、生产厂在线 |
◆ 相位:-179.5 °~180°连续可调,步进: 0.5 deg | ◆ 具有延时打标:0.01~120.000 秒 |
◆ 显示方式:实线、消隐 | ◆ 检测速度2m/min ~ 120m/min |
◆ 不同风格的模式设置 | ◆ 快速数字 |
◆ 自动相位、幅值分析功能 | ◆ 幅相、椭圆、B 扫描、矩形报警区域设定 |
◆ 自动校零系统:可设置校零间隔时间 | ◆ 多种显示方式:阻抗、时基 |
◆ 可调探头驱动(激励)等级:1~8 | ◆ 可调探头匹配(激励)等级:1~4 |
◆ 不同风格的报警区域设定,可应用于各种模式 | ◆ 数字滤波:低通(0Hz~50000Hz),高通(0Hz~50000Hz) |
◆ 增益比(X/Y):0.1~10.0 | ◆ 声光报警输出,延时硬件输出报警、实时硬件输出报警 |
◆ 自动清屏/跟踪阻抗显示 | ◆ 具有端头、端尾信号切除功能 |
◆ 可涡流信号回放扩展功能,测量缺陷的幅值、相位、数字值 | ◆ 内、外时钟选择 |
◆ 快速模拟/数字式电子自动平衡及动态跟踪滤波 | ◆ 可大量存储各种检测程序和检测数据 |
◆ 操作界面简便智能、易于操作 | ◆ 探头设备故障自动提示报警 |
◆ 可形成检测报告(包括检测数量、合格数和不合格数等信息) | ◆ 电源:220V(-20% ~ +20%),功耗:500W |
三、设备介绍
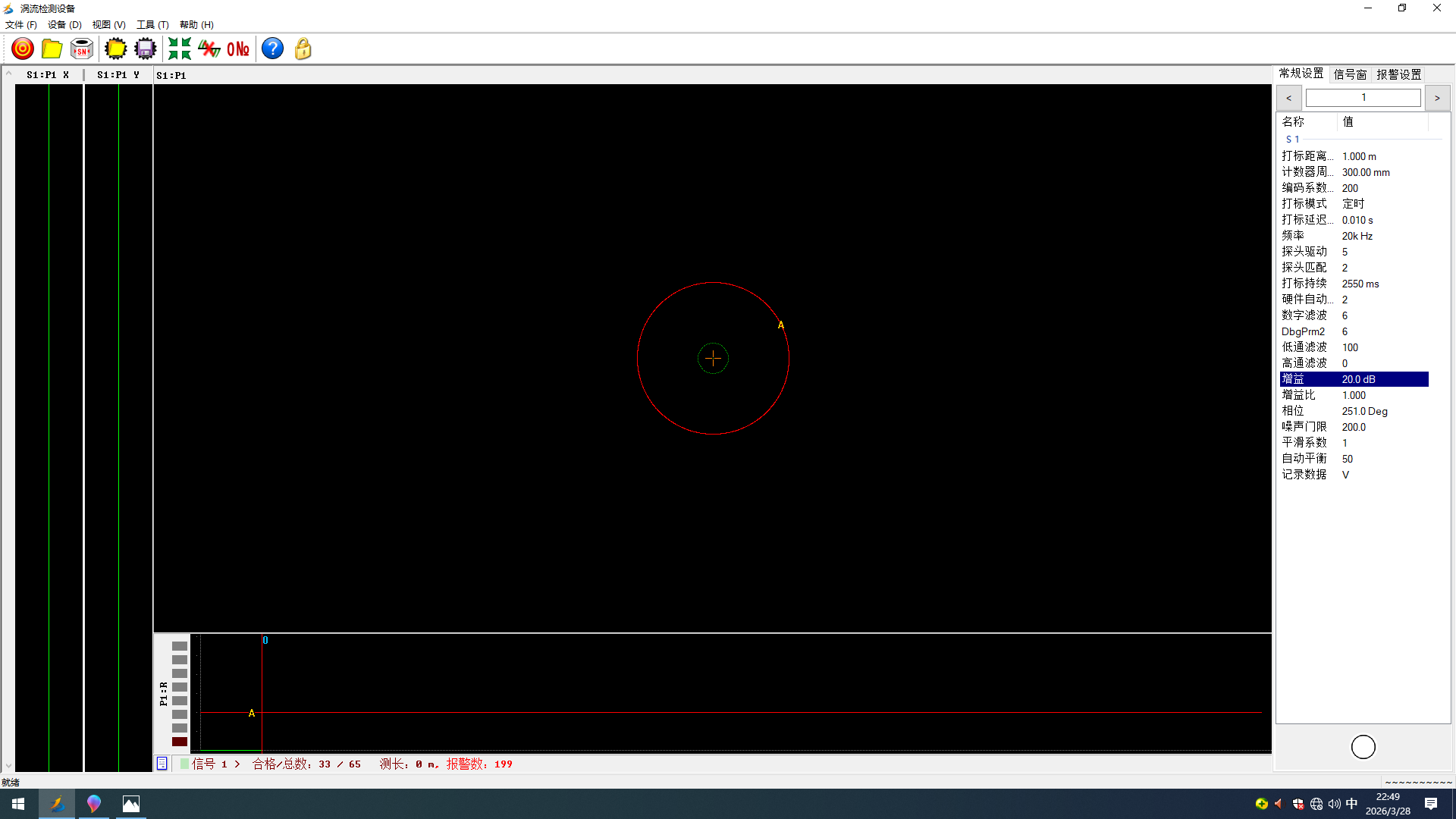
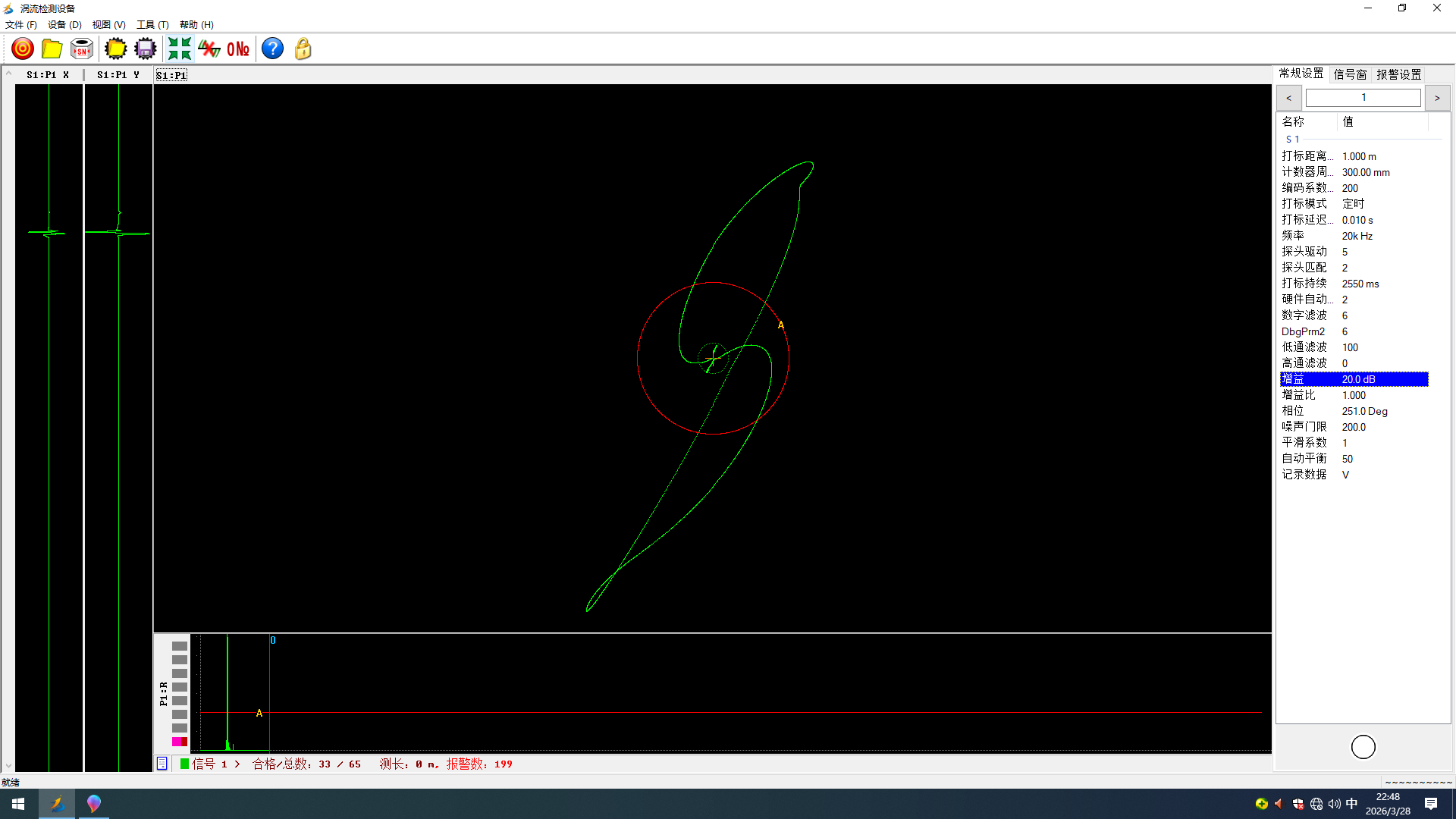
报警界面介绍
合格检测界面
不合格检测界面
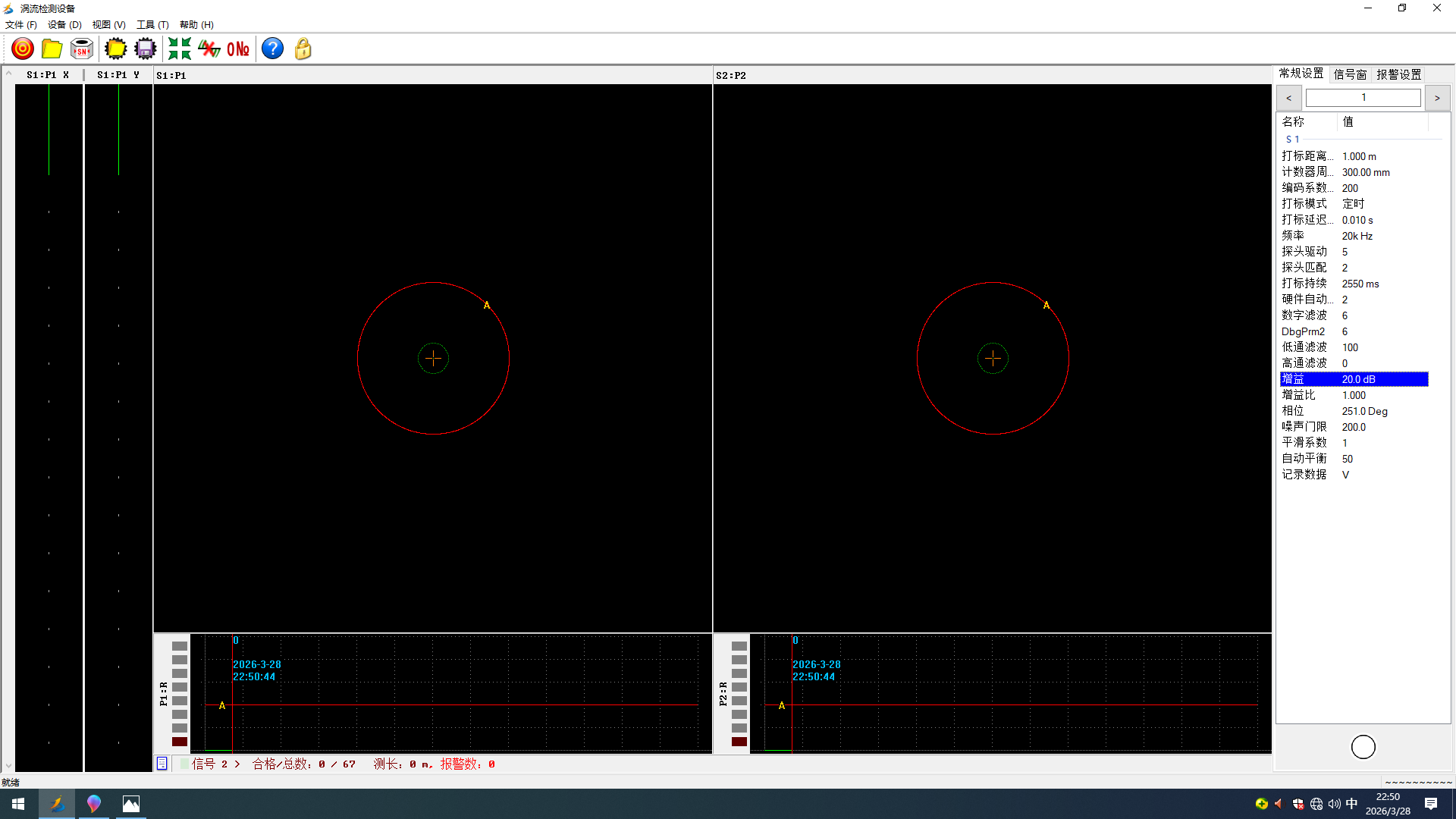
多通道检测界面
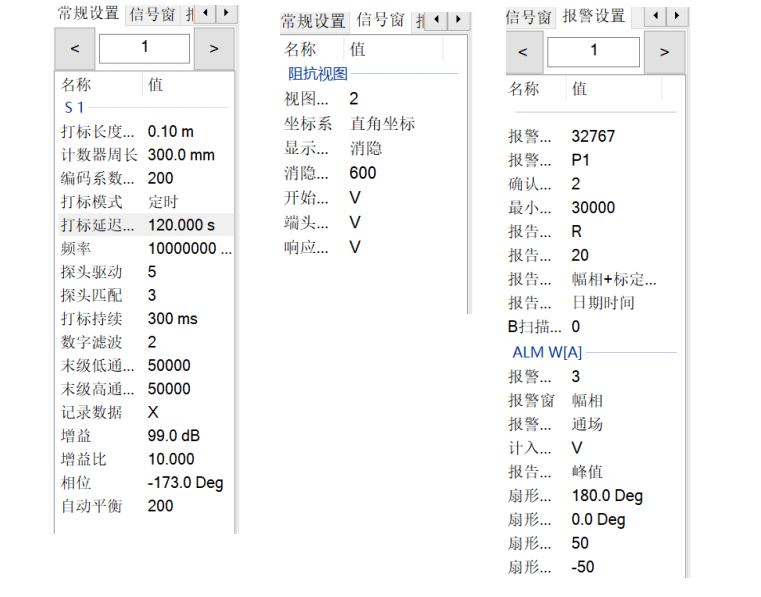
四、参数列表说明
参数 | 可调范围 | 释义 |
常规设置 | 打标长度 | 0. 1m~49.9m | 延长特定长度后开始打标 |
计数器周长 | 50mm~5000mm | 辊轮周长 |
编码系数 | V/X(开/关) | 编码器轴与辊轮之间的线速度比值 |
打标模式 | 定时/定长 | 打标模式 |
打标延时 | 0.01~120 | 延迟特定时间后开始打标 |
频率 | 20Hz~10MHz | 仪器给探头的激发频率,不同材质适用的频率不尽相同 |
探头驱动 | 1~8 | 调节探头灵敏度,数值越大信号越大 |
探头匹配 | 1~4 | 调节探头灵敏度,数值越大信号越大 |
打标持续 | 10~2550 | 打标机打多长时间的记号 |
数字滤波 | 0~10 | 降噪参数 |
末级低通 | 0~50000Hz | 过滤信号,最低值比末级高通大 |
末级高通 | 0~50000Hz | 过滤信号,最高值比末级低通小 |
记录数据 | V/X(开/关) | 记入报告的开关 |
增益 | 0.5dB~99dB 步进 0. 1dB | 软件对信号的放大系数 |
增益比 | 0.1~ 10 | 信号 X/Y 轴的放大比例 |
相位 | - 179.5Deg~180Deg | 信号在当前界面的角度值 |
自动平衡 | 0~500 | 与检测速度有关,速度越快,输入的值越大 |
信 号 窗 | 视图混色方式 | 1~3 | 视图显示方式 |
坐标系 | 无/极坐标/直角坐标 | 坐标系显示方式 |
显示方式 | 消隐/实现/延时清屏/淡 出 | 信号显示方式 |
消隐系数 | 1~600 | 信号点数消失的快慢 |
开始测量时清屏 | V/X(开/关) | 切换工件时清屏 |
端头清屏 | V/X(开/关) | 每个工件的下一节拍是否重新计算原点位置值 |
响应统一 | V/X(开/关) | 开始测量时/端头同时清屏 |
报警设置 | 报警器限幅 | 5~32767 | 信号窗大小 |
报警器端口 | P1 | 硬件报警设定端口 |
最小保持 | 0~100000000 | 配合自动化 |
报告方式 | X/X(S)/+X/+X(S)/Y/ Y(S)/+Y/+Y(S)/Angle Max/ Angle Max(S)/Angle Min/ +Angle Min(S)/R/R(S)+R/+R(S) | 一般默认是用 R |
报告截止 | 2~6000 | 报告的大小 |
报告特征 | 幅值+标定值/幅值+标定值(参考)/幅相/幅相(参考)/仅标定值/仅标定值(参考)/ | 报告的显示类型 |
报告条目时间戳 | 位置/日期时间 |
|
B 扫描截止 | 0~10000 | 配合 B 扫描报警窗使用 |
报警输出 | 0~3 | 报警输出的类型 |
报警窗 | 幅相/椭圆/B 扫描/矩形/ 无 | 报警窗的显示模式 |
报警方式 | 通场/离场/限幅离场/特 征量 | 报警的方式 |
计入缺陷个数 | V/X(开/关) | 报警次数计数 |
报告位置 | 峰值/入场/离场/不报告 | 报警的方式 |
扇形窗角 1 | - 179.5~ 180 | 报警窗打开角度 |
扇形窗角 2 | - 179.5~ 180 | 报警窗打开角度 |
扇形窗 X | 1~6000 | 非报警区大小 |
扇形窗 Y | 1~6000 | 非报警区大小 |
五、仪器配置清单
序号 | 仪器及其配置 | 数量 | 备注 |
1 | RS-ET-2020A涡流探伤仪主机 | 1台 |
|
2 | 涡流探伤软件(内置) | 1套 |
3 | 涡流检测探头 | 1个 |
4 | 显示器 | 1个 |
5 | 键盘 | 1根 |
6 | 报警器 | 1根 |
7 | 免费上门培训(支持远程培训) | 1次 |
10 | 产品说明书、合格证、售后保修卡 | 1份 |